CONTACT
- 公司名称:上海巴翔机械科技有限公司
- 公司手机:17301603611
- 公司邮箱:shbxjxkj@163.com
- 公司地址:上海市宝山区顾北东路365号C区1106
喷丸机-喷丸强化工艺主要是利用高速喷射的细小丸料常温下冲击受喷工件表面,使工件表层材料产生弹塑性变形,并呈现较高的残余压应力,从而提高工件表面强度及疲劳强度。喷射的的弹丸流就像无数的小锤锤击金属表面,使得金属表面产生塑性变形,也就是冷作硬化层,通常也称为表面强化层。
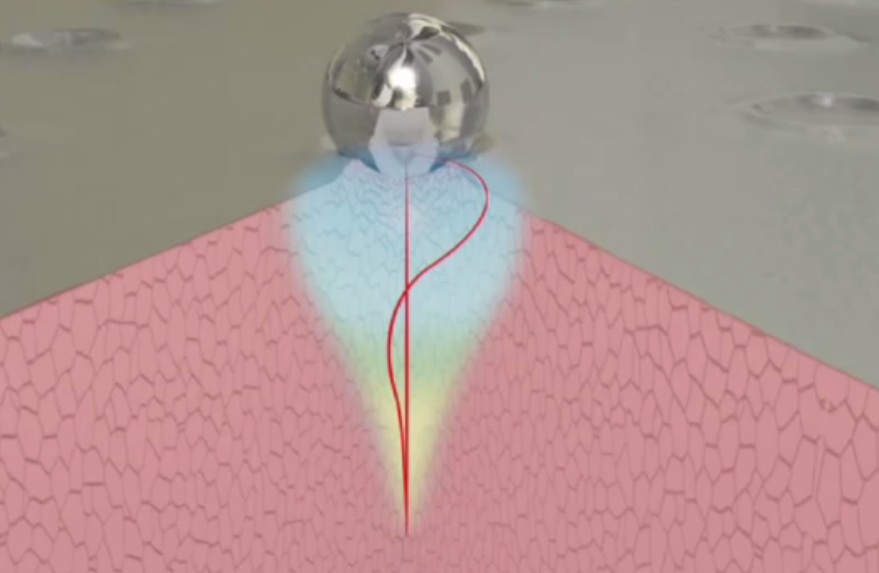
喷丸机-喷丸一方面使零件表面发生弹性变形,同时也产生了大量孪晶和位错,使材料表面发生加工强化。喷丸对表面形貌和性能的影响主要表现在改变零件的表面硬度、表面粗糙度、抗应力腐蚀能力和零件的疲劳寿命。零件的材料表层在丸料束的冲击下发生循环塑性变形。根据材料的性质和状态的不同,喷丸后材料的表层将发生以下变化;硬度变化、结织结构变化、相转变、表层材料的残余应力场的形成、表面粗糙度的变化等。合理地利用表面塑性变形层内的残余压应力场(应力强化)和变形的显微组织(组织强化),可以改善金属材料的疲劳断裂、应力腐蚀(氢脆)及断裂抗力。
喷丸机由八大机械单元、一套电气控制单元组成。
1)喷丸室体单元
2)零件运动单元
3)喷枪运行单元
4)丸料回收单元
5)丸料分离单元
6)丸料存储单元
7)喷丸发生单元
8)环保除尘单元
9)电气控制单元
喷丸机设计执行标准:
1) GB/T522611-96 《工业机械电气设备通用技术条件》
2) GB12348-90 《工业企业界躁声标准》
3) GB16297-2012 《大气污染物综合排放标准》
4) GB12801-91 《生产过程安全、卫生要求总则》
5) GB12265-90 《机械防护安全防护》
6) GB150-1998 《压力容器安全技术检查规程》
7) GB15760-1995 《金属切削喷丸机防护》
8) HB/Z26-2011 《中华人民共和国航空航天工业部航空工业标准》
9) ASTM E11 《国际筛网孔径标准》
10) SAE J2277 《喷丸覆盖率检测标准》
11) SAE J441 《喷丸丸料的使用标准》
12) SAE J443 《标准喷丸试片使用标准》
13) SAE AMS 2430 《国际自动化喷丸标准》
14) SAE AMS2431/1 PEENING MEDIA(ASH) CAST STEEL SHOT
15) SAE AMS 2432D SHOT PEENING,COMPUTER MONITORED



